Hola a todos
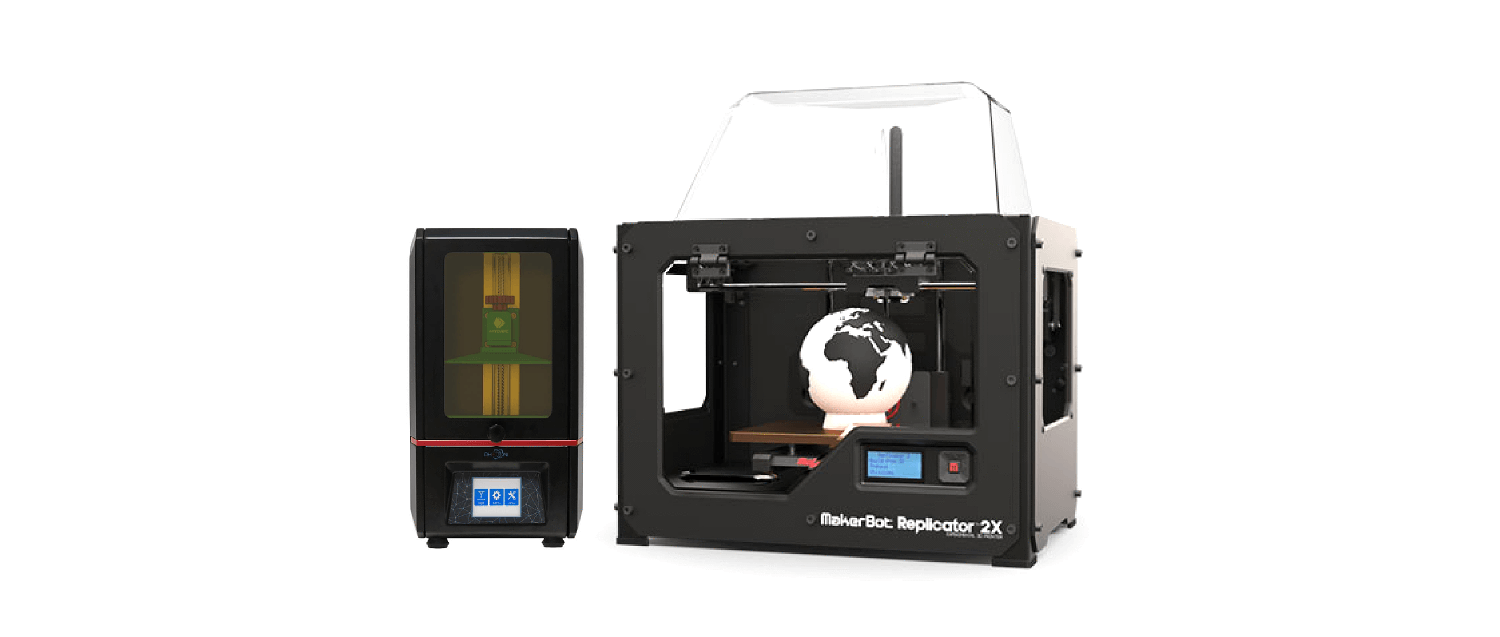
finalmente encontramos el tiempo para imprimir algunas partes de referencia y compararlas. Tenemos las primeras piezas de presión con el Makerbot Replicator 2X y Anycubic Photoncreado.

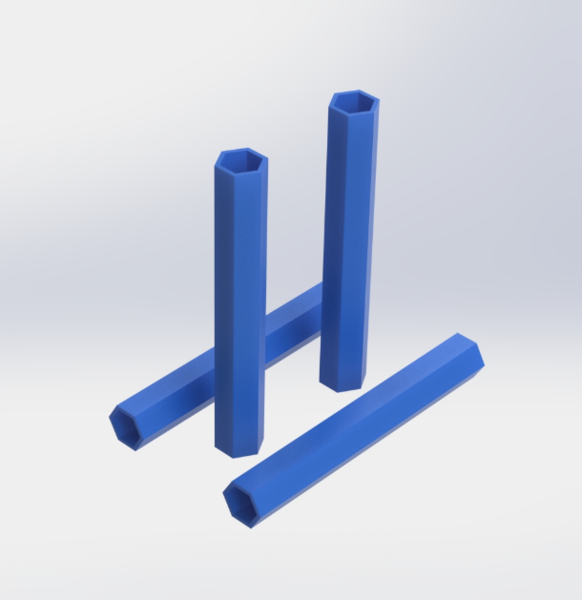
Como las primeras piezas de referencia, creamos un hexágono con una longitud de 60 mm y una llave de 8 mm.
El grosor de la pared de las piezas se ajustó a 0,8 mm.
Parámetros de impresión Makerbot:
- Resolución - 0.2mm / 0.1mm
- sin balsa
- sin apoyo
- Rechazar con placa de presión calentada de 235 ° C y 110 ° C
- Tiempo de impresión - 1h 40m
Parámetros de impresión Anycubic:
- Resolución - 0.1 mm
- Tiempo de exposición: 8 s
- Descanso - 1s
- sin balsa
- sin apoyo
- Tiempo de impresión - 3h 30m
Compré la impresora Makerbot hace muchos años, como una de las primeras en Alemania. En los primeros meses después de que Makerbot introdujera la impresora en el mercado estadounidense, la importación, el despacho de aduanas y la atención al cliente seguían siendo problemáticos hasta que una empresa de ingeniería con sede en Stuttgart comenzó oficialmente a vender en Alemania.

Todavía recuerdo la curva de aprendizaje bastante plana. En aquel entonces todavía estaba imprimiendo con ReplicatorG y el firmware Sailfish creado por la comunidad para obtener la mejor precisión dimensional. Cada parámetro tenía que adaptarse a la impresora y a la pieza de presión, y la cantidad de residuos plásticos producidos era bastante alta. Apenas hubo apoyo del fabricante o de las ventas.
Debido a que Makerbot recibió muchas solicitudes de soporte, todos los tickets de soporte se pagaron con bastante rapidez.
¿Tiene una pregunta para Makerbot? ¡Cuesta $ 100!
Tuve menos dificultad con el recientemente adquirido Anycubic Photon. El fabricante proviene directamente de China, aún no hemos enviado una solicitud de soporte, por lo que no tenemos comparación aquí. Las instrucciones de funcionamiento alemanas fueron particularmente sorprendentes. Una asamblea o similar no era necesaria, como con el Makerbot.

Como primera prueba, imprimimos las piezas de referencia mencionadas anteriormente, dos de forma hexagonal y dos de pie.

Las piezas de impresión azul provienen de Makerbot y las verdes de Anycubic. Las partes plásticas de la izquierda se imprimieron en posición vertical, las de la derecha se imprimieron.

En la imagen de arriba están los modelos impresos horizontales, que se pueden ver claramente desde la superficie de las dos partes FDM, las capas horizontales son claramente visibles aquí, principalmente debido a la resolución más baja de 0.2 mm en lugar de los 0.1 mm utilizados para el fotón. Sin embargo, este experimento fue sobre la capa superior.
La superficie de las partes SLA es realmente lisa, pero los objetos no se ven como una sola pieza del cubo de referencia. Una razón por la cual las piezas de presión se ven irregulares se debe al posterior proceso de limpieza. Al lavar las partes en etanol, no pude eliminar la resina restante bien adentro, por lo que se requiere algo de práctica para el procesamiento posterior.

Para las partes impresas en posición vertical en la imagen de arriba, cambiamos la resolución de capa del Makerbot a 0.1 mm para obtener un valor de comparación. Las superficies se ven bien en todas las piezas. Llama la atención aquí que, además de las líneas horizontales esperadas, las líneas verticales también son visibles en las partes impresas desde el fotón. Supongo que esto se debe al hecho de que las líneas entre los vóxeles no estaban suficientemente expuestas al imprimir con el fotón.
Las primeras pruebas de estrés fueron muy reveladoras:

Como era de esperar, las piezas de impresión orientadas horizontalmente con las capas verticales de Makerbot eran bastante resistentes, pero las del fotón se rompen sorprendentemente fácilmente.
La situación era exactamente la opuesta para las piezas de impresión orientadas verticalmente con capas horizontales, a pesar de toda la fuerza, no pudimos romper las piezas producidas por el Photon sin herramientas, mientras que las piezas del Makerbot se rompieron con bastante facilidad.
En resumen, se puede decir que las piezas de presión del Makerbot se comportaron como se esperaba. La superficie y la resistencia correspondieron al comportamiento habitual. Con el fotón, sin embargo, la adhesión entre capas parece funcionar mejor. La debilidad estructural, que creo que surge de las áreas entre los vóxeles, fue bastante sorprendente. Aquí hay una foto del microscopio:

La escala de las piezas de presión no se ha ajustado para obtener una mejor comparación y proviene del software CAM suministrado con la configuración estándar. Las desviaciones máximas con el Makerbot: +/- 0.12 mm y con el Anycubic +/- 0.2 mm. Aquí, el Makerbot funciona aún mejor con los parámetros estándar.
Todavía tenemos mucho trabajo por hacer para imprimir con precisión con la nueva impresora.
Hasta el próximo post :)