Especialmente para todos los aficionados, manipuladores y autoconstructores, un buen cortador láser fino puede ser útil para implementar proyectos más rápido y más eficientemente. ¿Y dónde estaríamos si no hubiera instrucciones para la autoconstrucción de un dispositivo de este tipo?
Un MicroSlice con las siguientes propiedades se creará en este Tutorail:
- Zona de trabajo 50mm x 50mm
- Papel de corte y grabado de madera y plástico
- Microcontrolador de formas base, compatible con Arduino UNO R3
- Programa OpenSource
- mesa de corte fija
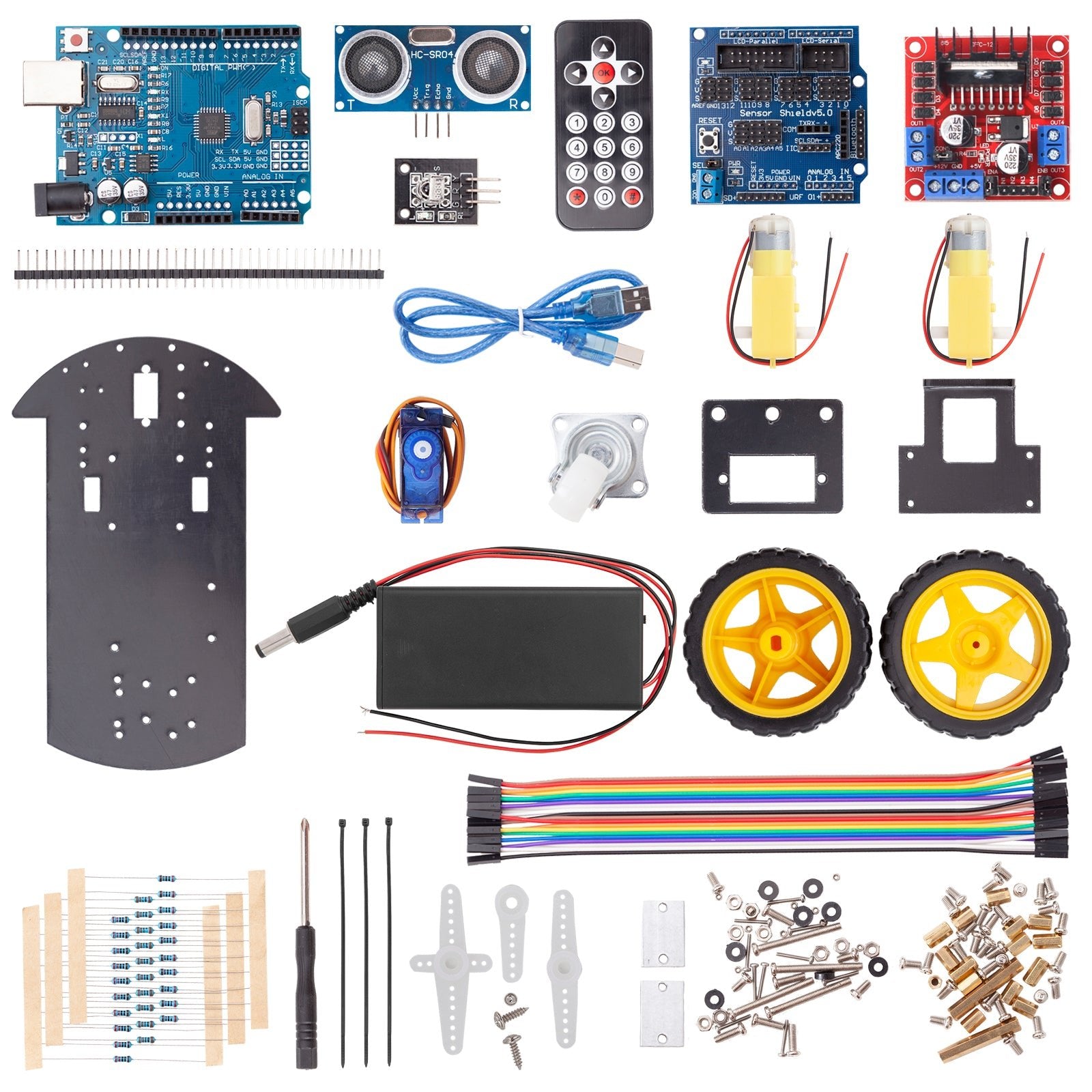
¿Qué piezas se necesitan?
1 microcontrolador, compatible con Arduino UNO R3/ Raspberry Pi
1 Motor de eje X
1 Motor del eje Y
1 Relé dual
2 Easydriver
2 LDO de 5V
1 LDO de 3.3V
2 bobinas de calor
1 ventilador 12V Dimensiones: 45x45x10
4 Interruptores de parada
9 imanes
4 pies de goma
5 tornillos de pulgar
1 diodo láser alternativo (aquí es adecuado un diodo de una unidad de CD)
1 módulo láser
1 conductor láser
1 lente láser
1 tubo de aluminio de 4 mm
2 varillas de acero de 3 mm x 150 mm
1 varilla de acero de 3 mm x 100 mm
17 Microbarbs M3
6 cabezal M2 de la báscula (6mm)
6 tuercas M2
6 cabezales de pan M2 (6mm)
8 cabezales de pan M2 (8mm)
4 tornillos de nylon M3 (6 mm)
4 Espaciador M3 50mm
7 Tornillos de Tapa M3 (8mm)
8 M3 3mm espaciador de nylon
97 Piezas cortadas por láser en un kit
Puede encontrar los planos adecuados en esta página: http://www.instructables.com/id/MicroSlice-A-tiny-Arduino-laser-cutter/
(Se omitieron explícitamente las instrucciones para centrarse en la programación.)
Programación

Lo más interesante del proyecto es probablemente la cuestión de cómo se puede controlar el cortador. La programación se da aquí utilizando el ejemplo de la ONU Arduino.
En primer lugar, se debe generar un código G correspondiente. La forma más fácil y mejor de hacerlo es combinar Inkscape con un plug-in de pista láser. Uno de ellos se encuentra como código abierto y tiene funciones similares a Illustrator, CorelDraw o Xara X. El formato de archivo aquí se basa en el SVG (Gravics vectoriales escalables estándar). Esto significa que el láser se puede utilizar más tarde para el corte, así como en su función de grabado.
Ayudar
Antes de poder utilizar el nuevo código G, se debe aplicar Grbl. La última versión es Grbl 8.0. Para usar esto, se debe aplicar el IDE de Arduino. Durante la configuración, dr Laser no debe estar conectado al circuito. Durante el proceso de configuración, se enciende y apaga continuamente cuando se conecta. El diodo láser sólo debe estar conectado si realmente desea utilizarlo para cortar o grabar. Esto reduce el riesgo de lesiones.
Uso de OpenSource en Raspberry Pi
Si se utiliza una frambuesa, el código G debe generarse de antemano.
Para ello, Grbl debe configurarse para controlar motores paso a paso y estaciones terminales.
Las configuraciones básicas que necesitan ser configuradas se ven así:
•0-755.906 (x, paso/mm)
•1-755.906 (y, paso/mm)
•2-755.906 (z, paso/mm)
•3 x 30 (pulso de paso, usec)
•4-500.000 (alimentación predeterminada, mm/min) --> Alimentador estándar
$5 a 500.000 (búsqueda predeterminada, mm/min) --> Búsqueda estándar
•6-28 (máscara de inversión de puerto de paso, int:00011100)
•7-25 (retardo de inactividad de paso, msec) -> Retardo de ejecución láser
•8-50.000 (aceleración, mm/seg2) --> Aceleración
•9-0,050 (desviación de unión, mm) --> Desviación de transición
•10 x 0,100 (arco, mm/segmento)
(n-corrección de arco, int) --> Corrección de hojas
•12-3 (n decimales, int) --> Lugares decimales
13-0 (informe pulgadas, bool)
•14-1 (inicio automático, bool)
•15-0 (activar el paso invertido, bool)
•16-0 (límites duros, bool)
•17-0 (ciclo de homing, bool) -> Ciclo de Referernz
•18-0 (homing dir máscara de inversión, int:00000000)
$19-25,000 (alimentación de homing, mm/min)
20-250.000 (búsqueda de búsqueda, mm/min)
21-100 (homing debounce, msec)
•22 x 1.000 (desconexión, mm)
Los ajustes del interés más alto son .0 y .1. Estos dos configuran los ejes X e Y. Se debe calcular el número de pasos necesarios para mover el cabezal de corte en ambas direcciones en 1 mm.
Este cálculo funciona de la siguiente manera:
Número de pasos: número de pasos por revolución x micropasos / paso de rosca
- 20 pasos (paso de 18 grados)
- 8 Micropasos
- Paso de rosca de 3 mm
(20x8)/3 a 53.3333333; esto significa que el valor de la
Este valor también se aplica al eje Z, así como al eje Z.
Además, se deben ajustar los siguientes valores:
4 x 200 (velocidad de corte)
•5 x 200 (velocidad estándar a la que el cabezal de corte se mueve entre dos trabajos)
•16 x 1 (Permite las paradas finales)
•17 x 1 (en referencia si la mina se va a bloquear)
•18 a 69 (Ajuste la herramienta de corte a 0 cuando el comando se ejecuta en H homing)
$19 = 200
$20 = 200
22 a 2.000 (Esto define la distancia que ocupa el eje desde las paradas finales después del ciclo de referencia)
En Raspberry Pi, el terminal final debe tener un aspecto similar al siguiente:
•0-53.333 (x, paso/mm)
•1-53.333 (y, paso/mm)
•2x53.330 (z, paso/mm)
•3 x 10 (pulso de paso, usec)
•4-200.000 (alimentación predeterminada, mm/min)
$5 a 200.000 (búsqueda predeterminada, mm/min)
•6-28 (máscara de inversión de puerto de paso, int:00011100)
•7-50 (retardo de inactividad de paso, msec)
•8 x 100.000 (aceleración, mm/seg2)
•9-0,050 (desviación de unión, mm)
•10 x 0,100 (arco, mm/segmento)
(n-corrección de arco, int)
•12-3 (n decimales, int)
13-0 (informe pulgadas, bool)
•14-1 (inicio automático, bool)
•15-0 (activar el paso invertido, bool)
•16-1 (límites duros, bool)
17-1 (ciclo de homing, bool)
•18-69 (homing dir invert mask, int:00000000)
$19-200,000 (alimentación de homing, mm/min)
20-200.000 (búsqueda de búsqueda, mm/min)
21-100 (homing debounce, msec)
22 x 2.000 (desconexión, mm)
Finalmente, el láser está enfocado. Para ello, se puede iniciar una pequeña ejecución de prueba que genera una X.
Solución de problemas
Si se produce un problema durante la ejecución de la prueba, esto puede hacer referencia al eje Z. Para resolver esto, puede hacer lo siguiente:
- Descargar código fuente de Grbl
- Archivo de desembalaje
- Rechazar config.h
- Busque el siguiente código: #define HOMING_SEARCH_CYCLE_0 (1<#define HOMING_SEARCH_CYCLE_1 ((1<
- Sustituya el código por: #define HOMING_SEARCH_CYCLE_0 (1<
HOMING_SEARCH_CYCLE_0 #define ((1< - Compilación de un archivo
Por último, la ejecución de prueba debe ser fácil de ejecutar.