Surtout pour tous les amateurs, bricoleurs et auto-constructeurs, un coupeur laser fine nice peut être utile pour mettre en œuvre des projets plus rapidement et plus efficacement. Et où serions-nous s’il n’y avait pas d’instructions pour l’auto-construction d’un tel dispositif?
Un MicroSlice avec les propriétés suivantes doit être créé dans ce Tutorail :
- Zone de travail 50mm x 50mm
- Couper le papier et la gravure du bois et du plastique
- La base forme un microcontrôleur, compatible avec Arduino UNO R3
- Programme OpenSource
- table de coupe fixe
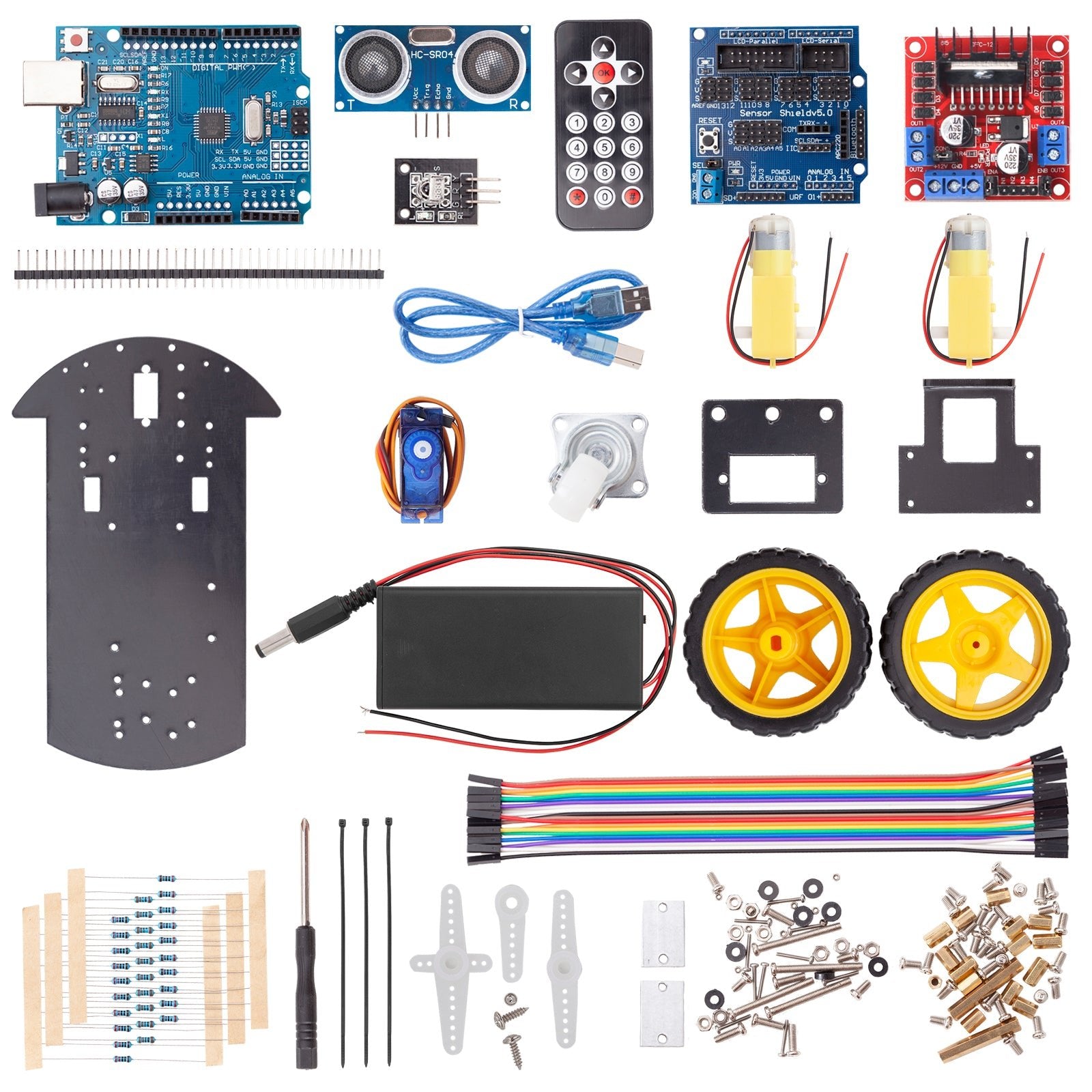
Quelles pièces sont nécessaires?
1 microcontrôleur, compatible avec Arduino UNO R3/ Raspberry Pi
1 moteur À axe X
1 moteur À axe Y
1 Double Relais
2 Easydriver
2 5V LDO
1 LDO 3.3V
2 bobines de chaleur
1 ventilateur 12V Dimensions: 45x45x10
4 Commutateurs d’arrêt
9 aimants
4 pieds en caoutchouc
5 vis de pouce
1 diode laser alternative (ici une diode d’un lecteur CD est approprié)
1 module laser
1 pilote laser
1 objectif laser
Tube en aluminium de 1 4 mm
2 tiges d’acier de 3 mm x 150 mm
1 tige d’acier de 3mm x 100mm
17 M3 Microbarbs
6 tête M2 de l’échelle (6mm)
6 noix M2
6 M2 Pan Heads (6mm)
8 M2 Pan Heads (8mm)
4 vis en nylon M3 (6mm)
4 M3 50mm astronaute
7 M3 Cap Vis (8mm)
Espaceur en nylon de 8 M3 3mm
97 Pièces découpées au laser dans un kit
Vous pouvez trouver des plans appropriés sur cette page: http://www.instructables.com/id/MicroSlice-A-tiny-Arduino-laser-cutter/
(Les instructions ont été explicitement omises de se concentrer sur la programmation.)
Programmation

La chose la plus intéressante au sujet du projet est probablement la question de savoir comment le coupeur peut être contrôlé. La programmation est donnée ici en utilisant l’exemple de l’ONU Arduino.
Tout d’abord, un code G correspondant doit être généré. La meilleure et la meilleure façon de le faire est de combiner Inkscape avec un plug-in piste laser. L’un d’eux se trouve comme open source et a des fonctions similaires à Illustrator, CorelDraw ou Xara X. Le format de fichier ici est basé sur le SVG (Standard Scalable Vector Gravics). Cela signifie que le laser peut plus tard être utilisé pour la coupe ainsi que dans sa fonction de gravure.
Aider
Avant que le nouveau code G puisse être utilisé, Grbl doit être appliqué. La dernière version est Grbl 8.0. Pour ce faire, l’IDE Arduino doit être appliqué. Pendant la configuration, dr Laser ne doit PAS être connecté au circuit. Pendant le processus de configuration, il s’allume et s’éteint continuellement lorsqu’il est connecté. La diode laser ne doit être connectée que si vous voulez vraiment l’utiliser pour la coupe ou la gravure. Cela réduit le risque de blessure.
Utilisation d’OpenSource sur Raspberry Pi
Si une framboise est utilisée, le code G doit être généré à l’avance.
Pour ce faire, Grbl doit être configuré pour contrôler les moteurs stepper et les stations d’extrémité.
Les paramètres de base qui doivent être configurés ressemblent à ceci :
0 à 755,906 euros (x, étape/mm)
1 à 755,906 euros (y, étape/mm)
2 755,906 euros (z, étape/mm)
3 à 30 (impulsion d’étape, usec)
4 à 500 000 euros (alimentation par défaut, mm/min) --gt; Alimentation standard
5 à 500 000 $ (recherche par défaut, mm/min) --gt; Recherche standard
6-28 (masque d’inversion de port d’étape, int:00011100)
7 à 25 euros (retard au ralenti, msec) - - Retard de course au laser
8 à 50 000 euros (accélération, mm/sec2) --gt; Accélération
9 à 0,050 (déviation de jonction, mm) ---gt; Déviation de transition
10 à 0,100 (arc, mm/segment)
(correction n-arc, int) Correction de feuille --gt;
12 à 3 (n-décimales, int) --gt; Lieux décimaux
13-0 (pouces de rapport, bool)
14-1 (démarrage automatique, bool)
15 à 0 (activer l’étape inversée, bool)
16-0 (limites dures, bool)
17 à 0 (cycle de logement, bool) - Cycle Referernz
18-0 (masque inversé de dir de logement, int:000000000)
19 $/25 000 $ (aliment de logement, mm/min)
20 à 250 000 (recherche de logement, mm/min)
21 à 100 (homing debounce, msec)
22 à 1 000 euros (retrait de l’éterignement, mm)
Les paramètres de l’intérêt le plus élevé sont .0 et .1. Ces deux configurent les axes X et Y. Le nombre d’étapes nécessaires pour déplacer la tête de coupe dans les deux directions par 1mm doit être calculé.
Ce calcul fonctionne comme suit :
Nombre d’étapes - nombre d’étapes par révolution x micro étapes / pas de fil
- 20 étapes (18 degrés et pas)
- 8 Microsteps
- Pitch de fil de 3mm
(20x8)/3 - 53 33333333333; cela signifie que la valeur de la
Cette valeur est également appliquée à l’axe Z ainsi qu’à l’axe Z.
De plus, les valeurs suivantes doivent être ajustées :
4 à 200 (vitesse de coupe)
5 à 200 (vitesse standard à laquelle la tête de coupe se déplace entre deux emplois)
16 à 1 (Permet les arrêts d’extrémité)
17 x 1 (référencement si la mine doit être verrouillée)
18 à 69 (Réglez le cutter à 0 lorsque la commande est exécutée à H homing)
$19 = 200
$20 = 200
22 à 2 000 (Cela définit la distance que l’axe occupe des arrêts d’extrémité après le cycle de référence)
Sous Raspberry Pi, le terminal final devrait ressembler à ceci:
0 à 53,333 (x, étape/mm)
1 à 53,333 (y, étape/mm)
2 à 53.330 (z, étape/mm)
3 à 10 (impulsion d’étape, usec)
4 à 200 000 euros (alimentation par défaut, mm/min)
5 $ à 200 000 $ (recherche par défaut, mm/min)
6-28 (masque d’inversion de port d’étape, int:00011100)
7 à 50 (retard au ralenti, msec)
8 à 100 000 euros (accélération, mm/sec2)
9 à 0,050 (déviation de jonction, mm)
10 à 0,100 (arc, mm/segment)
(correction n-arc, int)
12 à 3 (n-décimales, int)
13-0 (pouces de rapport, bool)
14-1 (démarrage automatique, bool)
15 à 0 (activer l’étape inversée, bool)
16-1 (limites dures, bool)
17-1 (cycle de logement, bool)
18-69 (masque inversé de dir de logement, int:000000000)
19 à 200 000 $ (aliments de logement, mm/min)
20 à 200 000 (recherche de logement, mm/min)
21 à 100 (homing debounce, msec)
22 à 2 000 (retrait de logement, mm)
Enfin, le laser est focalisé. Pour ce faire, un petit essai peut être lancé qui produit un X.
Dépannage
Si un problème se produit pendant la course de test, cela peut se référer à l’axe Z. Pour résoudre ce problème, vous pouvez faire ce qui suit :
- Télécharger le code source de Grbl
- Déchargement des archives
- config.h ouvert
- Rechercher le code suivant: #define HOMING_SEARCH_CYCLE_0 (1-lt;#define HOMING_SEARCH_CYCLE_1 ((1-lt;
- Remplacer le code par : #define HOMING_SEARCH_CYCLE_0 (1-lt;
#define HOMING_SEARCH_CYCLE_0 (1-lt; - Compilation d’un fichier
Enfin, l’exécution du test doit être facile à exécuter.